Description
The laser profilometry method enables detection of surface defects on tested objects, and also accurate measuring of geometric dimensions of defects. This is a non-contact method. The distance between the optical system and the tested object’s surface can reach several tens of centimeters. In particular, the method can be used for automated quality control of surface defects on weld joints.
Method’s principle of operation
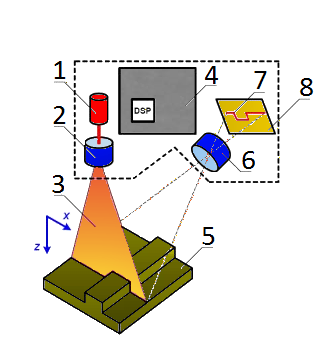
The laser profilometry method is based on the processing of images of laser beams bent by the tested object profile. The figure depicts the simplest way to measure profile height. A narrow laser beam (1) passes through the diffraction module (2) and is converted into laser plane (3). The section of laser plane and tested object surface (5) is the tested object profile recorded by the camera (6). The profile image (7) made on the photosensitive matrix (8) is sent to the signal processor (4) where it is processed and the absolute millimeter dimensions of the object are calculated.
Key benefits of the method
- This is a non-contact method, the distance to the tested object can reach several tens of centimeters
- High performance
- High resolution
- High accuracy of measuring overall defect dimensions