
Precio a petición
Descripción
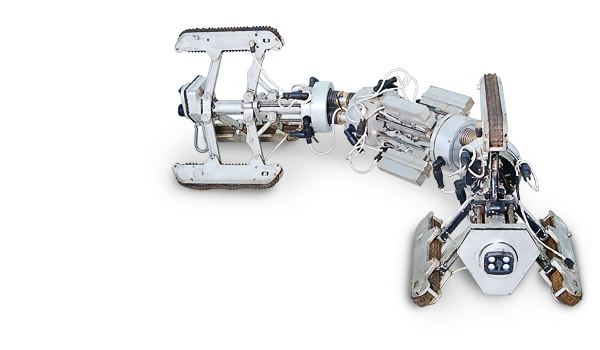
El robot se carga en el tubo a través de una apertura con dimensiones mínimas de 400 mm x 600 mm. El robot no requiere soldadura de ninguna cámara de carga en el tubo Para el movimiento del robot y el diagnóstico no se requiere la presencia de agua presurizada en la tubería. El complejo de diagnóstico HeatScan utiliza un método de inspección magnético modificado para la búsqueda de defectos. Este método es insensible a las irregularidades de la superficie del tubo causadas por la corrosión, a diferencia del método de control ultrasónico. El robot mide el espesor residual de la pared metálica del tubo en los lugares que no pueden ser inspeccionados por otros métodos de ensayos debido a la presencia de sedimentos y corrosión severa.


El robot tiene una carcasa hermética que le permite trabajar directamente con inmersión en agua. La temperatura del agua puede ser de 50°C. El rendimiento de los ensayos es hasta 200 metros por hora.
Especificaciones técnicas del complejo de diagnóstico en línea de tuberías HeatScan:
| Rango de diámetros a inspeccionar | DN400-DN1400 |
| Rango de espesor de la pared de tubo | 1.5-16 mm |
| Alcance de carrera | 300 m |
| Cantidad de sedimentos en la superficie interior del tubo | Hasta 35 mm |
| Dimensiones de los defectos detectados/medidos | – defecto pasante con un diámetro de 6 mm – daños por corrosión con un diámetro de 30 mm y profundidad de 20% del espesor de la pared |
| Rendimiento | 120 – 200 m/h |
| Número de codos atravesados | 4 uds. |
| Atravesamiento de uniones en T | sí |
| Error de medición del espesor residual en la zona de defecto | 15% del espesor residual |
| Humedad relativa | 100% |
| Rango de temperatura de funcionamiento | -20º…+70ºС |
| Presión | 101.3 kPa |
Uso del instrumento:
Tecnología de ensayos
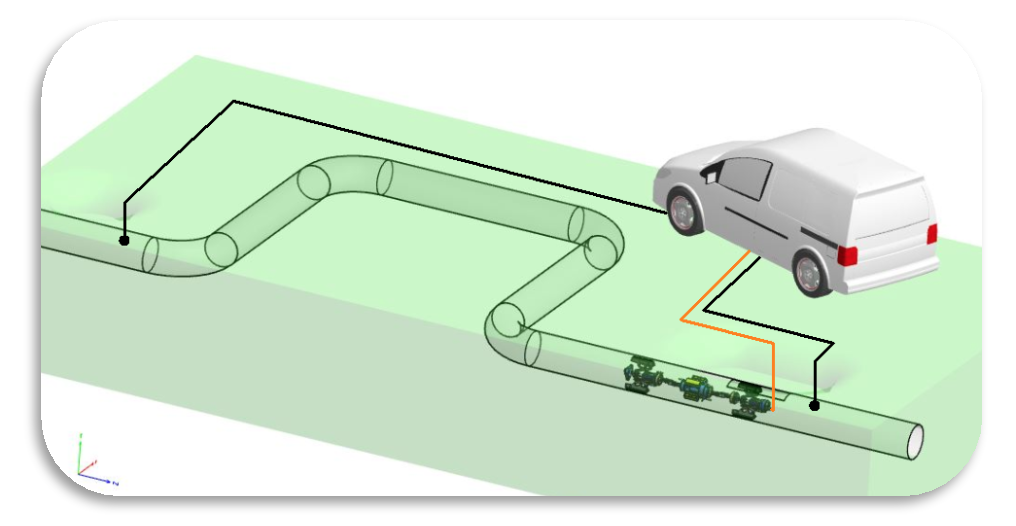
Para realizar el diagnóstico, es necesario proporcionar acceso a la tubería: el robot se carga a través de una apertura en el tubo. TLa apertura se puede hacer en una cámara de calor o mediante un pozo.
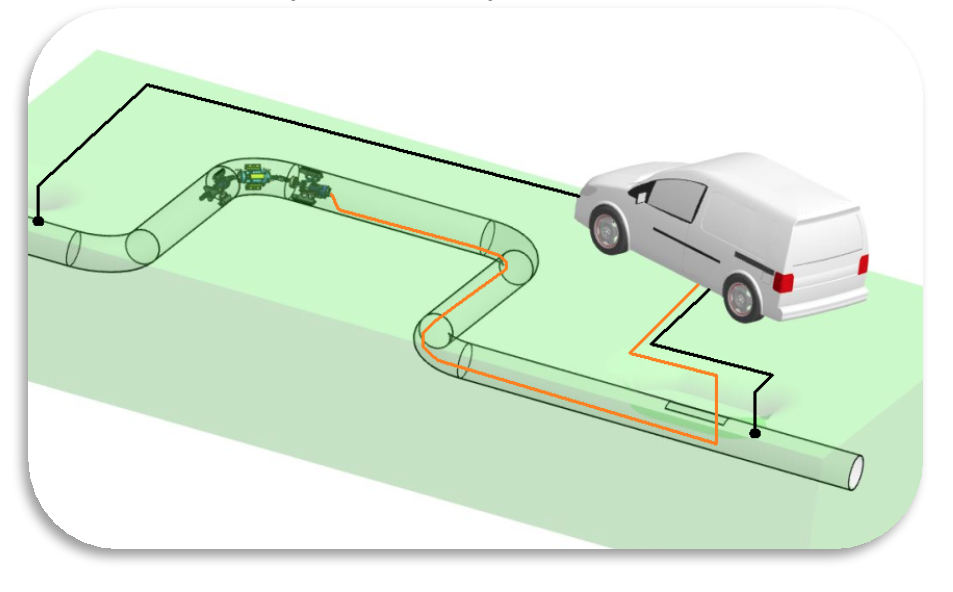
TEl complejo de diagnóstico, incluido el panel de control, se encuentra en un laboratorio móvil basado en un automóvil de categoría B.
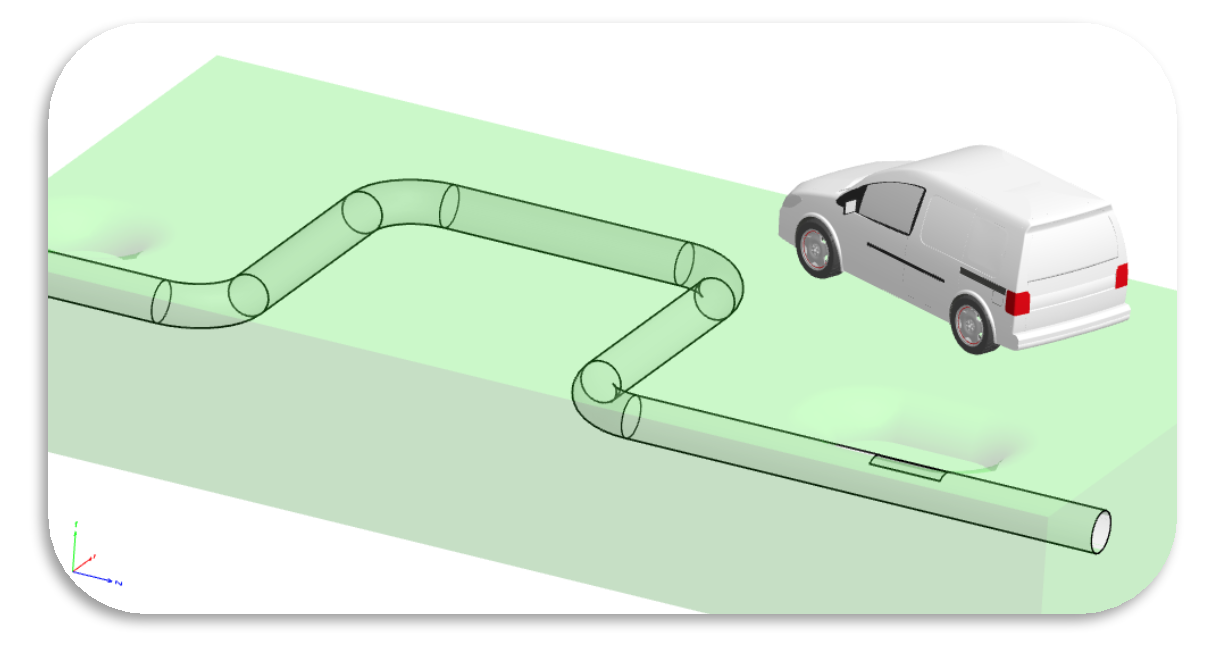
Desde un solo punto de carga, el robot puede diagnosticar hasta 500 metros en cada dirección desde la apertura.
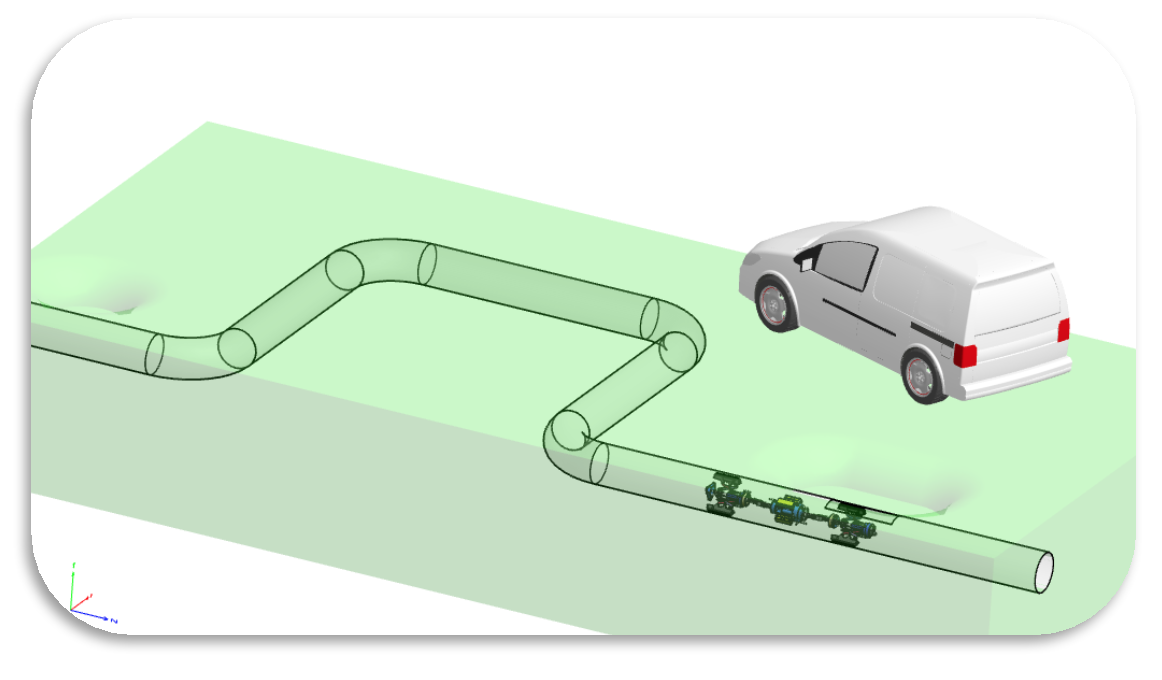
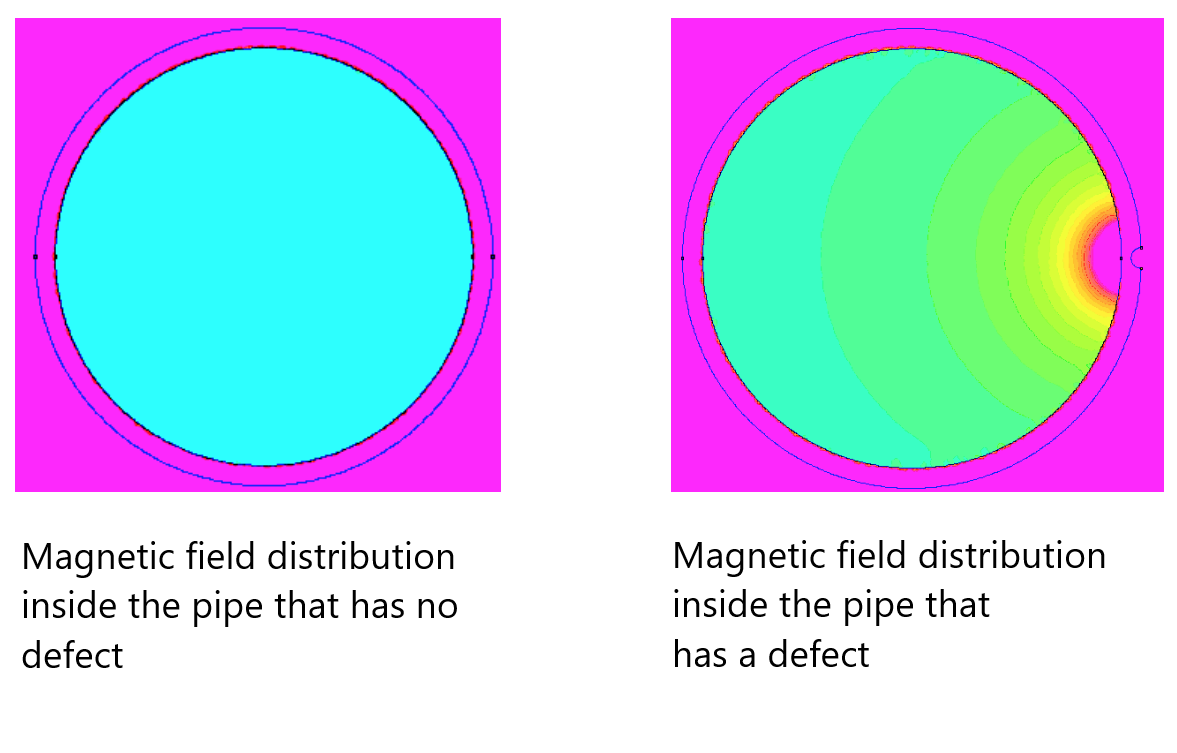
Se debe conectar cables eléctricos a los extremos de la sección a diagnosticar de la tubería. La corriente eléctrica pasa a través del tubo; esto es necesario para excitar los campos magnéticos, cuya distribución es leída por los sensores en el robot dentro del tubo.
El robot de diagnóstico se mueve dentro de la tubería, produciendo un escaneo del 100% del área de la tubería. Los sensores detectan anomalías del campo magnético en los sitios de defectos. El programa determina el espesor residual del metal usando un algoritmo especial.