
Цена по запросус НДС
Описание
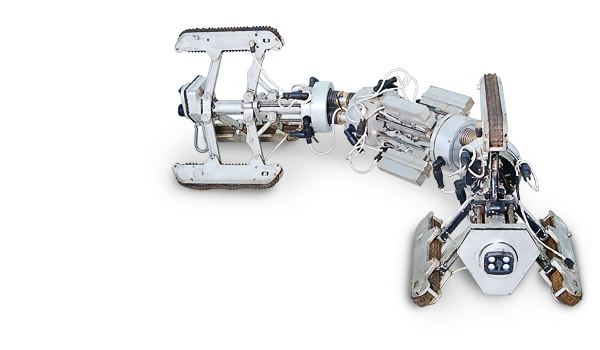
Загрузка робота в трубу осуществляется через рез с минимальными размерами 400 мм Х 600 мм. Робот не требует вваривать в трубу каких-либо загрузочных камер. Для движения робота и проведения диагностики не требуется наличие воды под давлением в трубе. Диагностический комплекс HeatScan использует модифицированный магнитный метод контроля для поиска дефектов. Данный метод нечувствителен к неровностям поверхности трубы, обусловленным коррозией, в отличии от ультразвукового метода контроля. Робот измеряет остаточную толщину металлической стенки трубы в местах, которые невозможно проконтролировать другими методами контроля из-за наличия отложений и сильной коррозии.


Робот обладает герметичным корпусом, который позволяет проводить работы непосредственно с погружением в воду. Температура воды при этом может составлять 50°C. Производительность контроля до 200 метров в час.
Технические характеристики комплекса внутритрубной диагностики HeatScan:
| Диапазон контролируемых диаметров | ДУ400-ДУ1400 |
| Диапазон толщин стенок трубы | 1.5-16 мм |
| Дальность хода | 300 м |
| Величина отложений на внутренней поверхности трубы | До 35 мм |
| Размеры выявляемых/измеряемых дефектов | — сквозной дефект диаметром 6 мм — коррозионное повреждение диаметром 30 мм глубиной 20% от толщины стенки |
| Производительность | 120 – 200 м/ч |
| Количество проходимых отводов | 4 шт |
| Прохождение тройников | да |
| Погрешность измерения остаточной толщины в зоне дефекта | 15% от остаточной толщины |
| Относительная влажность | 100% |
| Диапазон рабочих температур | -20º…+70ºС |
| Давление | 101.3кПа |
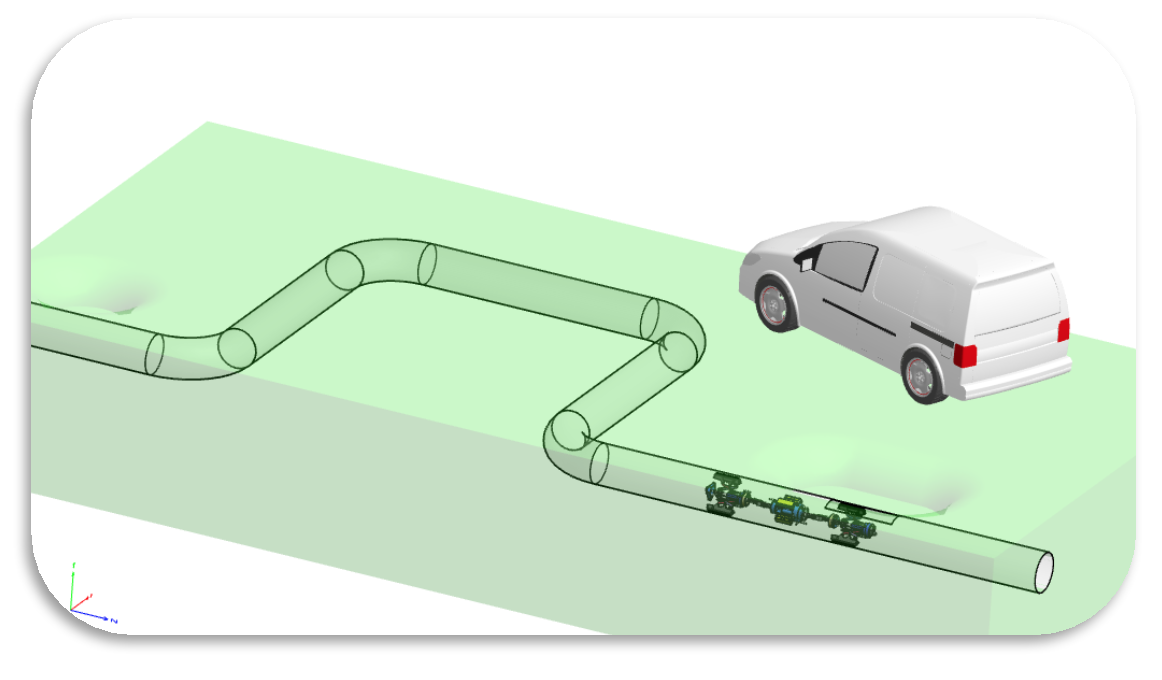
Использование прибора:
Технология контроля
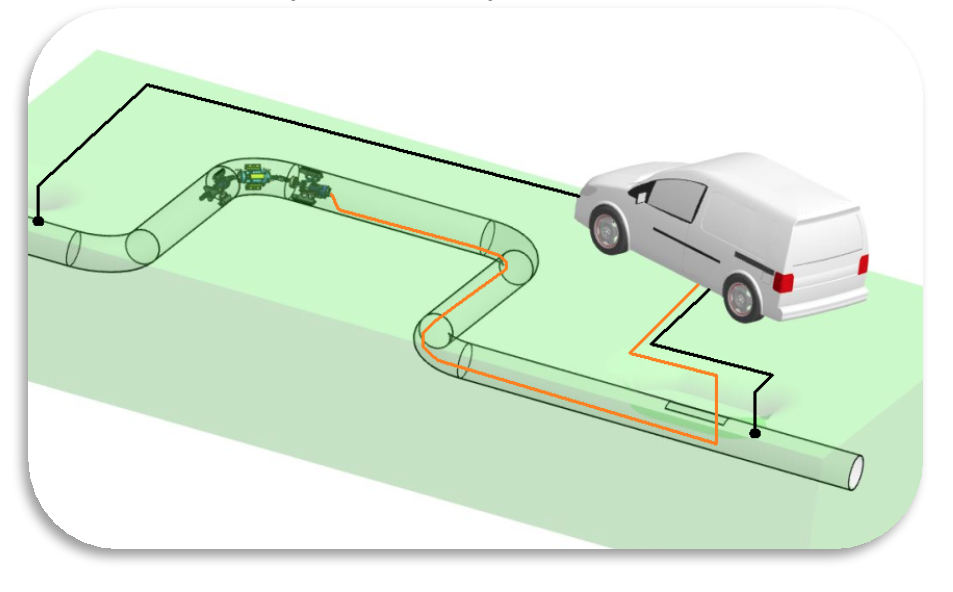
Для проведения диагностики необходимо обеспечить доступ в трубопровод: робот загружается через вырез в трубе. Вырез может быть выполнен в тепловой камере или при помощи шурфа.
Диагностический комплекс, в том числе пульт управления, расположен в автолаборатории на базе автомобиля категории Б.
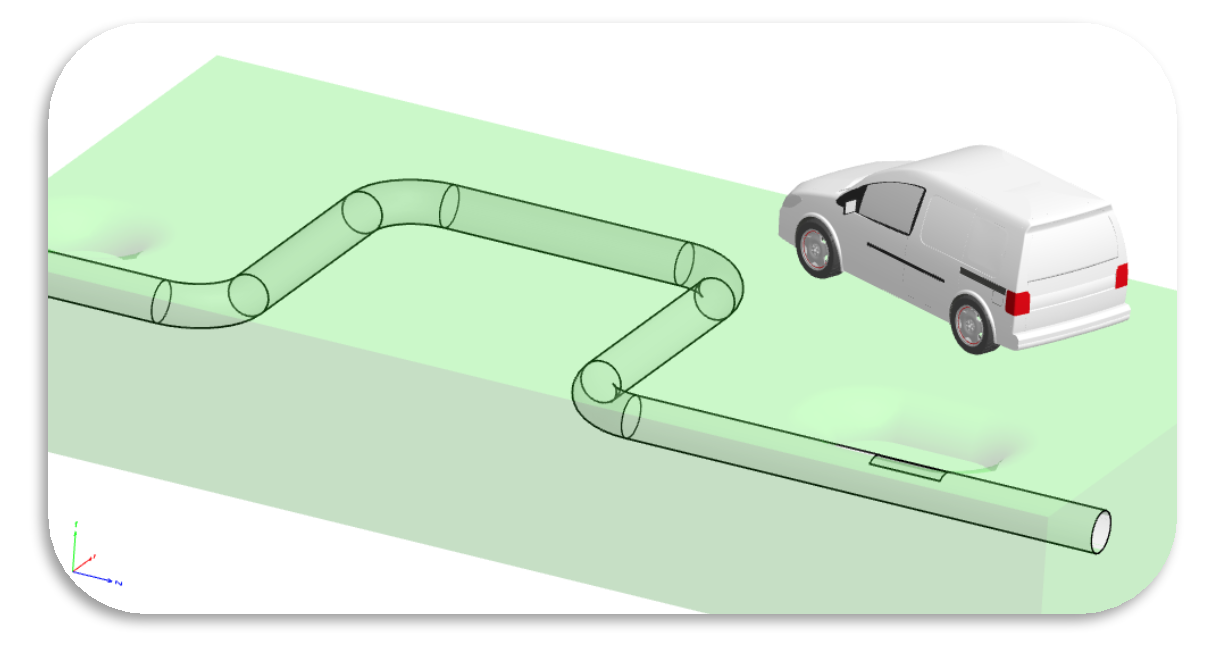
С одной точки загрузки робот может диагностировать до 500 метров в каждую сторону от выреза.
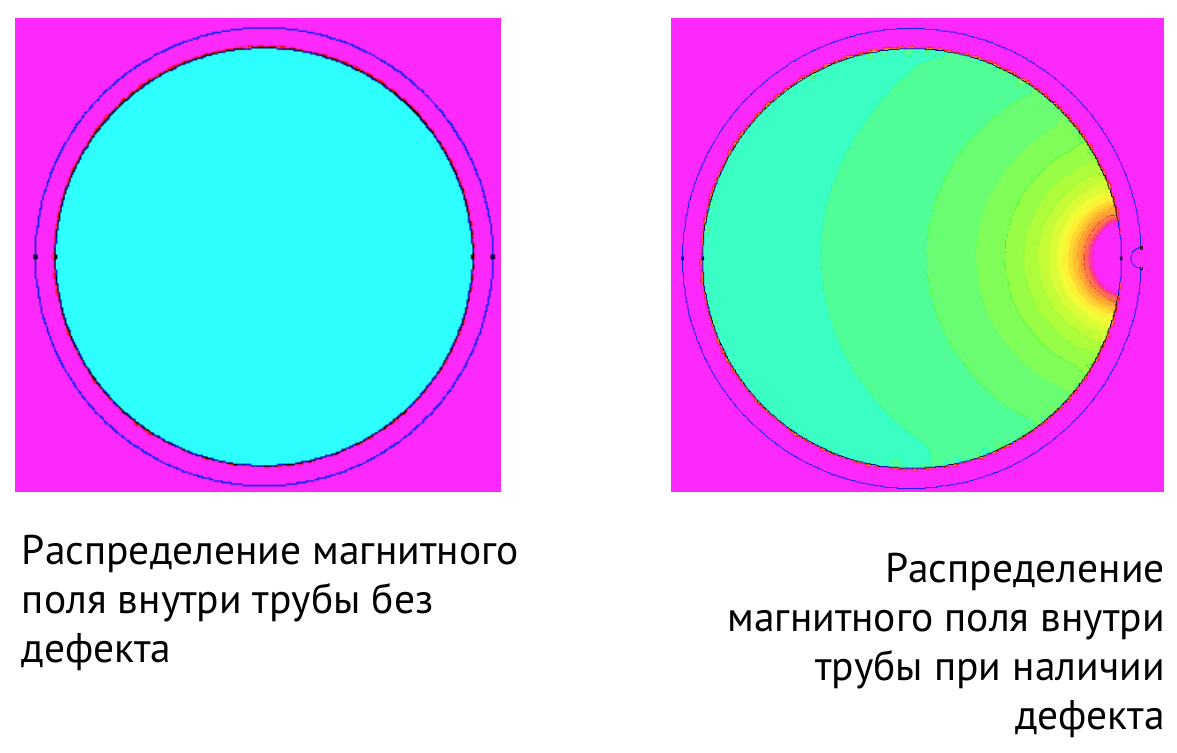
К концам диагностируемого участка трубы необходимо подключить электрические провода. По трубе пропускается электрический ток, это необходимо для возбуждения магнитных полей, распределение которых считывается датчиками на роботе внутри трубы.
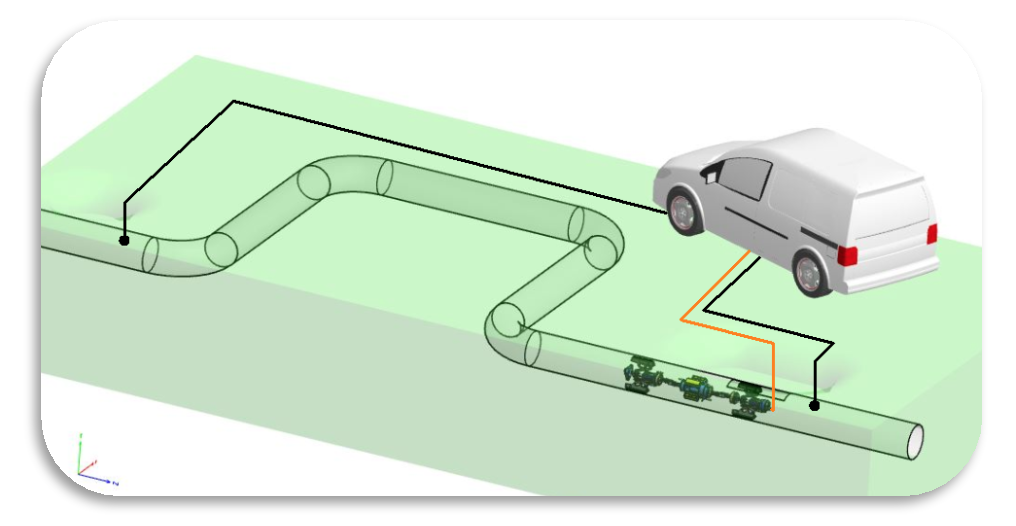
Диагностический робот перемещается внутри трубопровода, производя сканирование 100% площади трубы. Датчики выявляют аномалии магнитного поля в местах дефектов. Используя специальный алгоритм, программа определяет остаточную толщину металла.