Tarif
Manyetik kontrol yöntemi, kusurların lokalleşme bölgesinde kontrol edilen maddenin mayetikleştirilmesi sırasında oluşan saçılma alanlarının analizi üzerine dayanmaktadır. Söz konusu yöntem, kontrol edilen ferromanyetik maddelerin yüksek verimlilik ile durumunun hızlı teşhisinin yapılmasına izin vermektedir. Yöntem, uzun boru hatlarının kontrolü için manyetik defektoskopi topları dahil olmak üzere küçük ve büyük çaptaki boruların teşhisi için, dikey çelik rezervuarlarının kontrolü için, sanayideki demir çubuklar ve saçların kontrolü için uygulanmaktadır. Yöntem kontaksız olmakta ve yüeylerin hazırlanmasını gerektirmemektedir.
Yöntemin çalışma prensibi
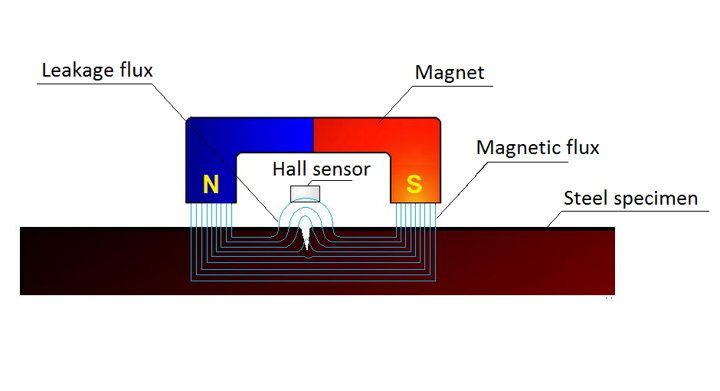
Çalışma prensibi resimde gösterilmiştir. Daimi maktınas olan manyetik alan kaynağı kontrol edilen maddede manyetik akıntı oluşturmaktadır. kusurların bulunmaması durumunda manyetik alan neredeyse tamamen kontrol edilen ferromenyetik maddenin içinde bulunacak ve, resimde Hall sensörü olarak gösterilen manyetik alan sensörü, manyetik alanın yokluğunu göstermektedir. Kusurların varlığı durumunda kontrol edilen maddenin maneytik özelliklerinin lokal değişikliği oluşmakta ve manyetik alan, düşük manyetik geçirgenlik bölgesini dolaşmayı çalışarak, kısmen yüzeye çıkmakta ve saçılma alanlarını oluşturmaktadır. Bu tür alanların varlığı manyetik alan sensörü tarafından kaydedilmektedir. Böylece, sensör bölgesinde manyetik alanın varlığı, onun altında kusurun bulunmasını göstermektedir.
Manyetik kontrol yönteminin temel avantajları
- Kontrol maddesi yüzeyinin hazırlanması gerekmemektedir. Yöntem kontaksız olmaktadır
- Kontrolün yüksek verimliliği. Örneğin, temel gaz boruhatlarının kontrolü sırasında verimlilik saniyede 10 metretül oluşturmaktadır
- Hızlı kontrol sırasında yüksek güvenilirlik
Oktanta şirketinin teşhis cihazları
Maneytik kontrol yönteminin temelinde bizim sondaj boruların portatif hızlı teşhis sistemimiz PipeScope 60–170 çalışmaktadır. Bu sistem çalışma bölgesinde farklı kusur türlerinin tespiti için hazırlanmış, örneğin, sondaj borusunun uzununa kusurları, çapraz kusurları, ayrıca iç ve dış korozyonu durumundaki boru duvarı kalınlığının değişmesine bağlı olan kusurlar.