Technologien
Elektromagnetisch-akustische Transformation (EMAT)
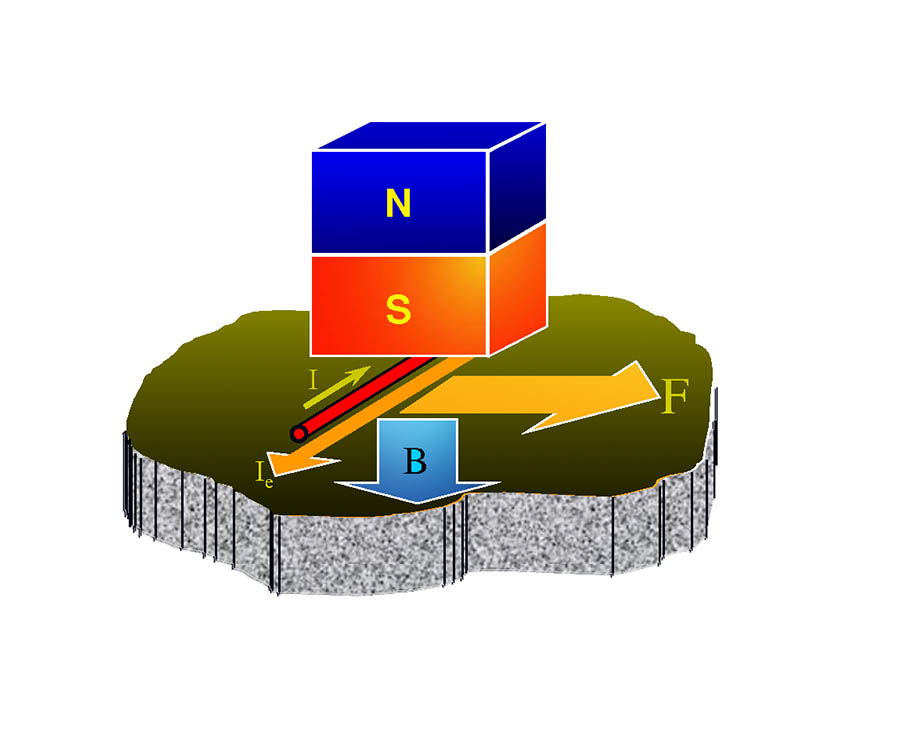
Sie ermöglicht die berührungslose Anregung von akustischen Wellen verschiedener Typen mit unterschiedlicher Polarisation im Prüfobjekt. Die moderne Elementbasis ermöglicht die Herstellung von Prüfgeräten und Dickenmessgeräten, die EMAT verwenden und mit einem Arbeitsspalt von bis zu 10 mm arbeiten. D.h. Farbe, Kunststoff, Schmutz, Luft und andere leitfähige Medien mit einer Dicke von bis zu 10 mm können zwischen der Oberfläche des Prüfobjekts und der Sensoroberfläche angebracht werden.
Mehr erfahrenZerstörungsfreie Wirbelstromprüfung
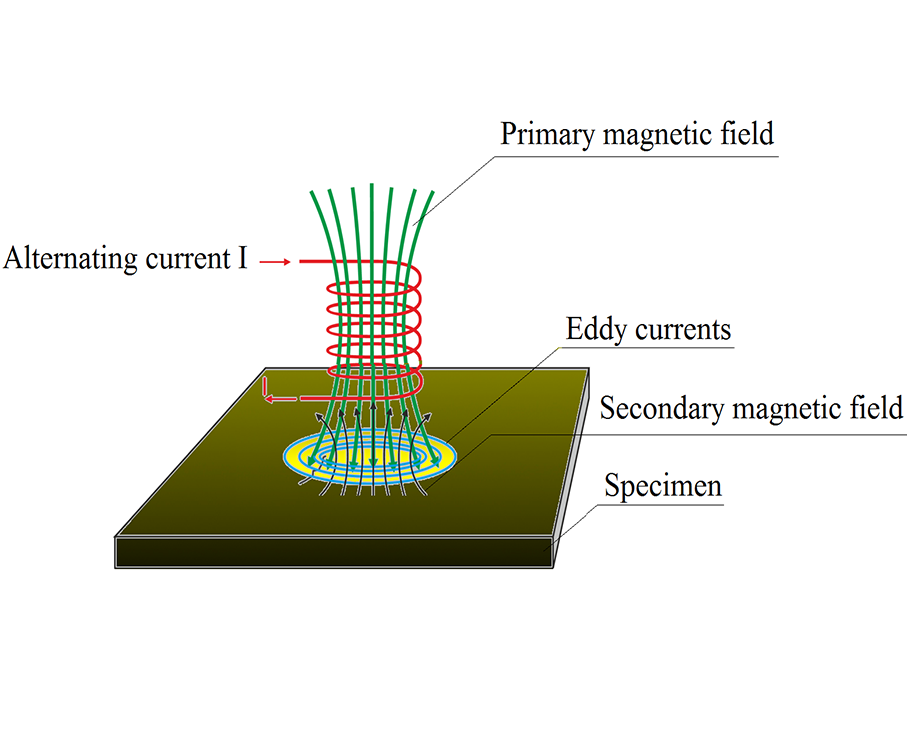
Die zerstörungsfreie Wirbelstrommethode ermöglicht eine berührungslose und schnelle Diagnose von Metallobjekten. Moderne Wirbelstromgeräte sind in der Lage, Oberflächen- und Untergrunddefekte zu erkennen und deren Größe abzuschätzen, unter bestimmten Bedingungen auch Defekte auf der Innenseite des zu kontrollierenden Objekts zu erkennen, den Abstand zwischen dem Sensor und dem Prüfobjekt zu messen und die Dicke des Prüfobjekts zu messen, auch bei Objekten aus Stahl.
Mehr erfahrenMagnetische Methode der Prüfung
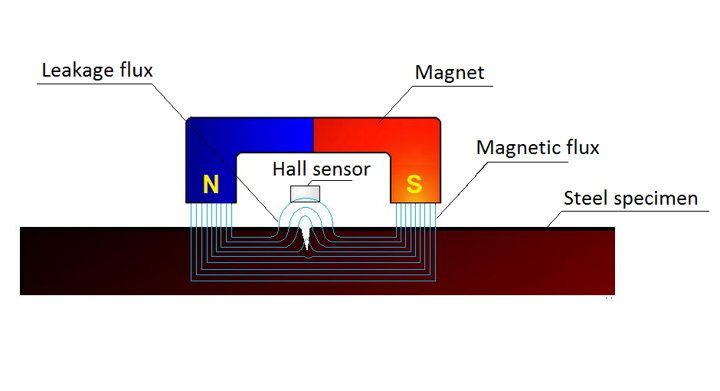
Die magnetische Prüfmethode basiert auf der Analyse von Streufeldern, die durch die Magnetisierung des Prüfobjekts im Bereich der Fehlerlokalisierung entstehen.
Die Methode ermöglicht eine Expressdiagnose von ferromagnetischen Prüfobjekten mit hoher Effizienz. Die Methode wird für die Diagnostik von Rohren mit kleinen und großen Durchmessern verwendet, einschließlich magnetischer Schalen-Prüfgeräte für die Kontrolle von Hauptrohrleitungen, für die Kontrolle von vertikalen Stahlbehältern, in der Industrie für die Kontrolle von Stangen und gewalzten Blechen. Die Methode ist berührungslos und erfordert keine Oberflächenvorbereitung.
Laser-Profilometrie
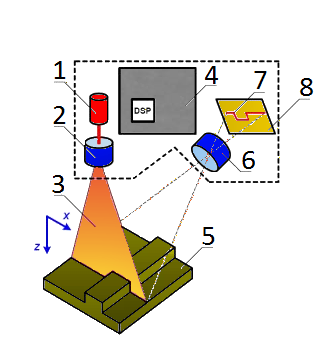
Mit der Laserprofilometrie lassen sich Oberflächenfehler erkennen und die geometrischen Abmessungen der Fehler genau messen. Die Methode ist berührungslos. Der Abstand zwischen dem optischen System und der Oberfläche des Prüfobjekts kann bis zu ein paar Dutzend Zentimetern betragen. Das Verfahren kann insbesondere zur automatisierten Qualitätskontrolle von Schweißverbindungen auf Oberflächenfehler eingesetzt werden.
Mehr erfahren