Технологии
ЭлектроМагнитно-Акустическое Преобразование (ЭМАП)
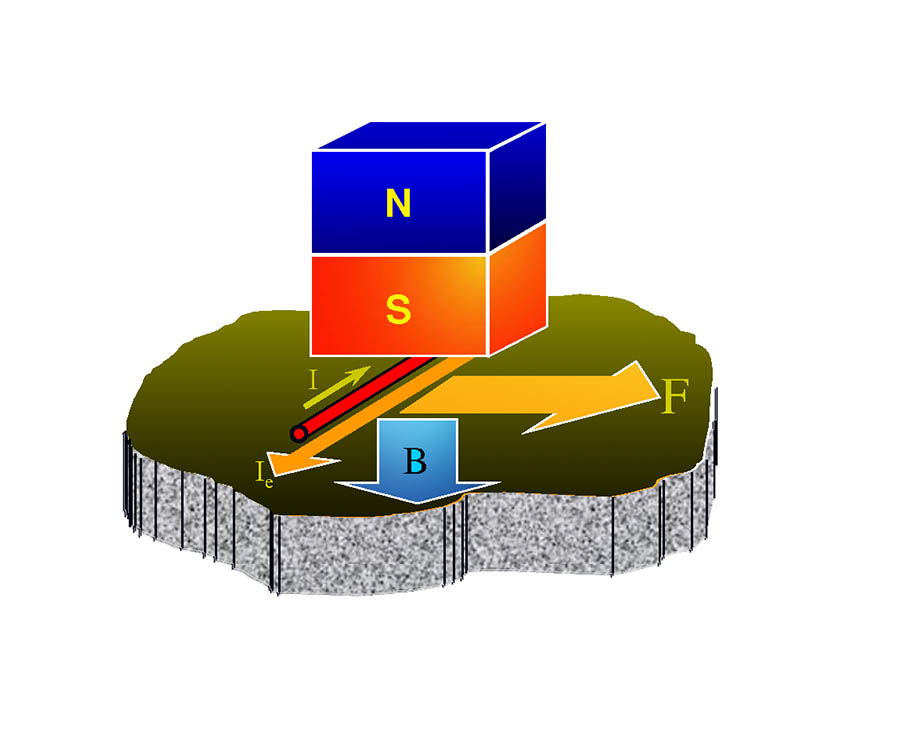
Даёт возможность бесконтактно возбуждать в объекте контроля акустические волны, различных типов с различной поляризацией. Современная элементная база позволяет создавать дефектоскопы и толщиномеры, использующие ЭМАП, которые работают с рабочим зазором до 10мм. Т.е. между поверхностью объекта контроля и поверхностью датчика может располагаться краска, пластик, грязь, воздух, другие токонепроводящие среды с толщиной до 10мм.
ПодробнееВихретоковый неразрушающий контроль
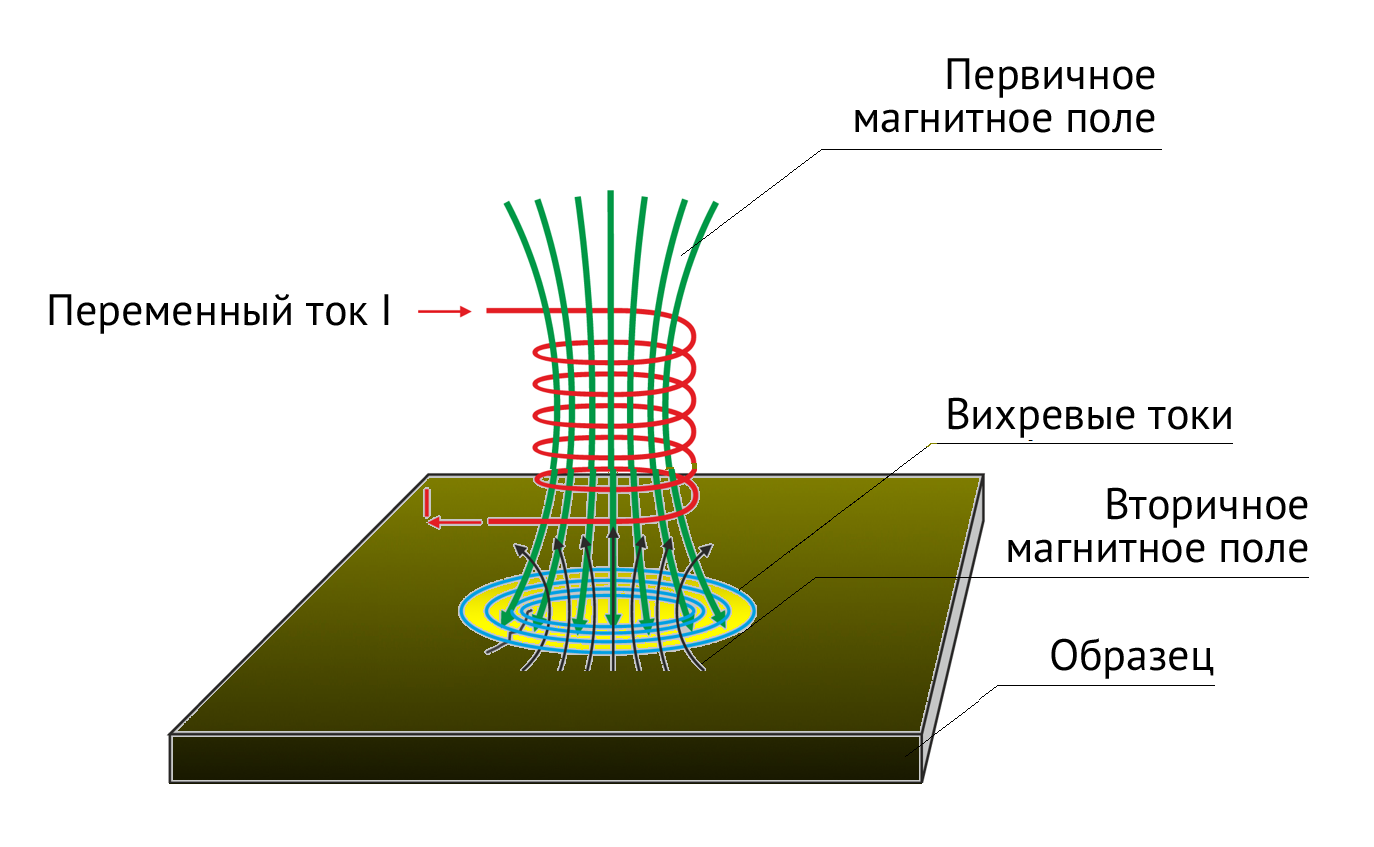
Позволяет бесконтактно и быстро производить контроль металлических объектов. Современные приборы, использующие метод вихревых токов, способны: выявлять и давать оценку размеров поверхностных и подповерхностных дефектов, при определённых условиях выявлять дефекты, расположенные с внутренней стороны объекта контроля, измерять расстояние между датчиком и объектом контроля, измерять толщину контролируемого объекта, в том числе объектов изготовленных из стали.
ПодробнееМагнитный метод контроля
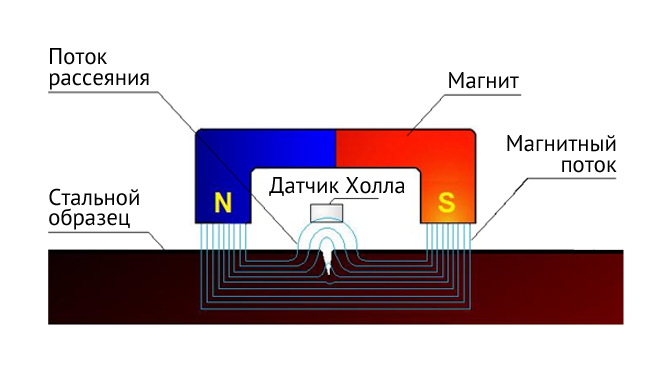
Магнитный метод контроля основан на анализе полей рассеивания, возникающих при намагничивании объекта контроля, в районе локализации дефектов. Метод позволяет производить экспресс диагностику состояния ферромагнитных объектов контроля с высокой производительностью. Метод используется для диагностики труб малых и больших диметров, в том числе в магнитных снарядах-дефектоскопах для контроля магистральных трубопроводов, используется для контроля вертикальных стальных резервуаров, в промышленности для контроля прутов и прокатного листа. Метод является бесконтактным и не требует подготовки поверхности.
ПодробнееЛазерная профилометрия
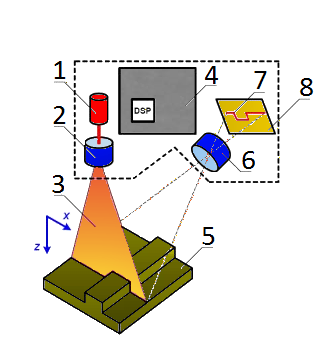
Метод лазерной профилометрии, позволяет выявлять на объектах контроля поверхностные дефекты, а так же производить точные измерения геометрических размеров дефектов. Метод является бесконтактным. Расстояние между оптической системой и поверхностью объекта контроля может достигать нескольких десятков сантиметров. В частности метод может применяться для проведения автоматизированного контроля качества сварных соединений на наличие поверхностных дефектов.
Подробнее